Переносной станок для обработки медных и алюминиевых токопроводящих шин SH 600 PLC
 Переносной рабочий станок SH 600 предназначен для пробивки отверстий, гибки и пережимки медных и алюминиевых шин.Максимальные размеры шин 12*125мм.Стандартно оснащен быстроразъемным соединением типа PT. Главными эксплуатационными гарантирующими производительную и точную работу являются:
Переносной рабочий станок SH 600 предназначен для пробивки отверстий, гибки и пережимки медных и алюминиевых шин.Максимальные размеры шин 12*125мм.Стандартно оснащен быстроразъемным соединением типа PT. Главными эксплуатационными гарантирующими производительную и точную работу являются:
- плавно регулируемый датчик угла изгиба
- встроены измерительные линейки
- точная регулировка высоты головки пробивающей отверстия
- пробивка круглых и овальных отверстий без заусениц
- резка шин без деформаций и заусениц.
Технические данные:
| мaссa станка | 89 kg (без оснащения) |
| мaкс. размеры дл. x шир. x выс. | 790 x 530 x 350 mm |
| рабочее давление | 630 bar |
| питание | 230V AC 50 Hz 40W |
| управлениe | 24V DC |
| штепсель питания | 16A 2P+E IP44 |
| степень защиты- | IP40 |
| обработка шин (Cu, Al) (толщ. x шир.) | 12 x 125 mm |
| диапазон гибки | 0÷90° |

| Комплектующие | SH600-SILVER | SH600-GOLD | SH600-PLATINUM | |
| Электронный указатель угла | SH_611 | x | + | + |
| Электронное управление выбора режима работы и цикла обработки | SH_612 | x | o | + |
| Вкладыш для точной гибки (с энкодером) | SH_401PLC-E | x | + | + |
| Вкладыш для повторяемой гибки (с конечным выключателем) | SH_401PLC-K | + | x | x |
| Вкладыш для пережимки | SH_406PLC | o | o | o |
| Крейцмейсель круглых отверстий (стандартные размеры - согласно каталогу) | SH_403 | o | o | o |
| Крейцмейсель овальных отверстий (стандартные размеры - согласно каталогу) | SH_404 | o | o | o |
| Крейцмейсель прямоугольных отверстий (согласно заказу) | SH_409 | o | o | o |
| Подпорка для шины | SH_408 | o | o | o |
| Гильотина | HC 125 | o | o | o |
| Гидравлический агрегат | AH 300\H | o | o | o |
| Гидравлический агрегат | AH 400\H | o | o | o |
Панель управления:
Панель управления состоит из следующих элементов:
- Выключатель главный Q1-предназначен для включения/выключения станка.
- Лампочка сигнализационная белая L1- служит для сигнализации правильности подключения питания.
- Панель LCD с сенсорным экраном – обеспечивает технологическое программирование.
- Аварийный выключатель Q2.
- Педаль ножная Q3– исполняет роль операционного выключателя.
- Рукоятка регулировки высоты положения корпуса S1.
- Боковой упор S2.

Запуск:
Подключение и разъединение коммуникационного провода для гибки (SH401PLC-Е) разрешается только при выключённом станке.
Если существует необходимость частого снятия измерительного вкладыша, следует его поместить в вспомогательном гнезде [1] (Рис.2) без разъединения коммуникационного провода [2].


Для запуска станка следует повернуть главный выключатель Q1 в положение I. На панели появится экран (Рис. 3.) на котором следует выбрать соответствующий язык, нажатием клавиши F1, F2, или F3 [1].
После выбора языка на экране появится меню выбора операции.
Обслуживание:
Гибка медных шин:
Приступая к процессу гибки следует:
- установить вкладыш для гибки [1] (рис.5)
- подключить вкладыш для гибки к гнезду [2] (рис.5)
- вложить стержень [3] (rys.5)
- выбрать на панели управления опцию гибки (рис.3)
- воротком S1 установить высоту корпуса так, что бы ось привода совпадала с осью медной шины. Для установки использовать линейку [4] (Рис.5)
- нажатием выбрать поле с настройкой задаваемого угла [1], ввести требуемую величину и подтвердить (Рис.6)
- поставить медную шину в рабочую область с определением длины при помощи подпоры [5] (Рис.5)
- нажать педаль агрегата – агрегат будет качать до достижения заданного угла
Для смены выполняемой операции необходимо перейти к главному меню нажав окно возврата [2] (Рис.6). Снять оснащение.

Медные и алюминиевые шины характеризует некоторая разбежность механических свойств, у разных сечений разные моменты инерции и по этим причинам может появиться какая-либо разбежность полученных окончательных углов сгибания. Это свойство особенно сильно связанно с моментом инерции сечения. Для точного сгибания следует сгибать шину на угол около 5-10° меньше нужного, отмерить угол сгибания при помощи измерительного вкладыша. Вычислить разность между заданным и полученным углом. Затем сгибать шину, добавляя величину подсчитанной поправки к целевому углу.
В случае запуска процесса гибки без заранее правильно оснащённого станка, существует риск повреждения штока поршня.
Пережимка медных шин:
Приступая к процессу пережимки следует:
- установить вкладыш для пережимки [1] (Рис.7)
- выбрать на панели управления опцию пережимки (Рис.3)
- воротком S1 установить высоту корпуса так, что бы ось привода совпадала с осью шины. Для установки использовать линейку [4] (Рис.5)
- при помощи воротка [2] (Рис.7) установить величину пережимки
- поставить шину в рабочую область с определением длины при помощи упора[5] (Рис.5)
- нажать педаль агрегата – агрегат будет качать до достижения заданной величины пережимки
- для смены выполняемой операции необходимо перейти к главному меню нажав окно возврата [2] (Рис.6). Снять оснащение.

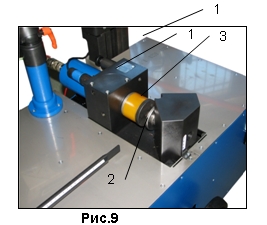
Пробивка отверстий в медных шинах:
Приступая к процессу пробивки отверстий следует:
- установить в корпусе [1] матрицу [2] (Рис.9).
- установить на поршне соответствующий матрице пуансон в оправе [3].
- выбрать на панели управления опцию пробивки отверстий (Рис.3)
- установить корпус на требуемую` высоту при помощи воротка S1 в соответствии с линейкой [4] (Рис.5).
- установить расстояние отверстия от конца шины продольной линейкой [5] (Рис.5).
- поставить шину в рабочую область.
- нажать педаль агрегата – агрегат будет качать пока не пробьется отверстие в шине.
- для смены выполняемой операции необходимо перейти к главному меню нажав окно возврата [2] (Рис.6). Снять оснащение.